 If
I Knew You Were Coming If
I Knew You Were Coming
I'd Have Baked A Tape!
(A
Recipe for Tape Restoration)ã
by Eddie
Ciletti
|
The
aging of magnetic tape concerns everyone. Even as you read
this, a DAT tape is waiting to clog the heads of your most
difficult-to-clean-machine. Unlike my usual visits to the
digital domain, this is a detour into the magnetic
past! Are you ready to explore the time-space
continuum?
TIME
TRAVELING -- PLEASE WAIT!
People who make
analog recording part of their daily routine take for
granted that the tape is new and the machine is operable.
When called upon to remaster or remix a vintage analog
recording, it goes without saying that the machine must be
in top form AND that your business should be insured. That
said, there is one variable for which you have no control:
tape condition. This is especially true for mid-seventies
era high-output tapes such as AMPEX 406/407 and 456, 3M 250,
and AGFA 468. It does not exclude those made well into the
eighties.
Don't attempt to play a
"vintage" tape before reading this article! In order to
expect full recovery, tapes that have been shelved for an
extended period deserve special treatment just like a scuba
diver must slowly return to the surface.
GOO
"U"
All tape consists
of three primary components: iron oxide, the "binder" or
glue and a plastic carrier. Acetate -- which does not
stretch and can be brittle -- was used until the sixties.
Though its oxide color is typically reddish-brown, black
oxides were also used. Mylar/Polyester eventually replaced
Acetate. It handles stress well and never becomes brittle.
Sixties-era Mylar tapes with black oxide will be the least
problematic. Ampex tape from the middle seventies through
late eighties is the worst. (3-M tapes copied Ampex and
became poor from 1980 to about 1988.)
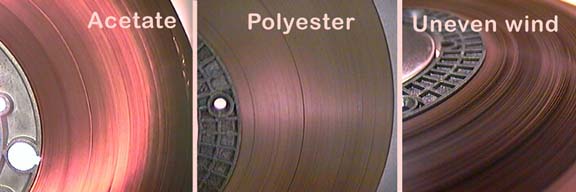
Figure
One shows how easy it is to identify Acetate simply by
holding it up to light.
Acetate is
translucent, left, and Polyester is opaque, center. Tapes
that have been poorly stored, right, will require extra
care.
UNGLUED
Over time, the glue
that binds the oxide to the plastic will absorb moisture
(too hydroscopic) and "break down." Not all binders do this,
only those that were manufactured with a preponderance
(unknown at the time) of chemically short molecules. Once
the problem was recognized (by the mid 80's or so,)
intelligent tests were added to be sure the debacle did not
occur again, and only medium sized molecules have become the
norm (even safer long molecules are too thick, or
"viscious", to use as a binder.)
The symptoms of "binder
breakdown" are immediately obvious even when rewinding.
Tearing sounds and sluggish behavior are clues to quit
before the oxide comes off. Machines with stationary lifters
(Ampex 440/1200, MCI and 3M) will, in many cases, stall well
before reaching the halfway point. An older Studer, with its
rotating guides, may not reveal any warning signs until the
tape is played.
Playing a bad tape is
not recommended. Just trying to get through a three-minute
pop song will require several cleanings. Once the precious
sonic material collects on transport parts it is worthless,
not to mention difficult to remove. Do you really want to
risk damage to the master for the sake of getting a
transfer? There is hope, so be patient.

Figure Two: Snackmaster
FD-50
|
SHAKE
'n BAKE 101
Several years ago
it was discovered that baking tape at low
temperature reactivated the binder making tapes
playable as new. While convection ovens and hair
dryers have been called into service, the most
elegant and affordable solution came from my
brother-in-law Gary, a metallurgist in St. Paul,
Minnesota.
The device de jour
is the Snackmaster Pro model FD-50 made by
American
Harvest (800-288-4545).
At $85, with shipping, it comes standard with four
trays, each of which can comfortably handle a reel
of half-inch tape. (Additional trays and jerky
mixes can be ordered. Allow four weeks for
delivery.) To accommodate one- and two-inch tapes,
modify one tray by cutting out the plastic spokes
along the perimeter with a wire cutter. This
creates a "dummy tray" adding height to the tray
below.
Figure Two
shows the dehydrator as intended, with standard and
modified trays overhead. Do not process food and
tapes together!
The FD-50 features
an adjustable thermostat and a built-in fan to
circulate the air. I checked for dangerous magnetic
fields and found none, though I do use the upper
trays just to be safe (the fan is in the bottom of
the unit). The heat is adjustable from 95 to 145
degrees F., and is accurate within five degrees
when checked with a photographic
thermometer.
|
STORAGE
and HANDLING TIPS
Storing tapes "tail-out"
after having been played minimizes the effects of
"print-through" and improves the chances of long-term
survival. "Print-through" is a form of mechanically induced
tape echo. The winning combination of high record levels and
fast winding will transfer signals from one layer of tape to
another. Tail-out storage will hide print-through as "post
echo."
If you discover that
the tape is unplayable while in fast wind, come to a slow
stop. Fast winding the tape may cause further damage because
oxide may adhere to the back of the previous layer. In
addition, old splices may come apart. For the safest journey
to the head, play the tape backwards
first, then forward to create an even
pack.
The best machines for
winding traumatized tapes are those with ALL rotating
guides. The AMPEX ATR-100 and most Studer machines are well
suited to the task. In addition, you will want to remove the
head assembly otherwise a gooey oxide/binder cocktail will
quickly collect on all stationary surfaces (heads, lifters
and guides). Model 800 series Studer machines are
dangerously powerful so don't use the remote, pay close
attention and be ready to stop at a moment's notice.
Nearly as good is using
a 3-M isoloop machine, but thread the tape around the large
capstan (it will fit into the small gap beside the capstan
edge nearest you) and avoid all lifters, tape heads, and the
reversing idler. That way only the backing will contact any
fixed guides (be careful with shedding backing, especially
prior to baking, which WILL help the backing, too, but not
as much as the oxide side.) The oxide itself will only touch
the surface of the capstan, nothing else. If the backing is
not too bad you can create a very smooth wind (flip reels to
wind a smooth head-out reel.) Don't attempt FF or REW, as
the capstan won't move easily, and you might stretch the
tape.
If uncertain of the
tape's condition but the pack is good, bake it anyway.
==
Important Note: Do not bake
Acetate!!! ==
RESTORATION
When baked, the tape will
expand and become loose around the hub. For this reason, use
flanges to protect the tape from coming apart. Cooking
temperature is between 130 and 140 degrees F. Tapes wound on
plastic reels with small hubs should be rewound onto large
reels with NAB hubs. Be careful to thread the tape around
the hub without any "folds." The goal is to minimize
"mechanical distortions" that can be impressed upon
subsequent layers causing dropouts.
Cooking times vary with
tape width -- for Ampex tape from the '70, for example:
three to four hours (minimum) for quarter-inch tapes, five
hours for half-inch, six hours for one-inch and eight hours
for two-inch tapes. 3-M tapes from the '80's will require
only around half that time. Temperature, tape condition and
number of reels will also affect the baking period. You may
want to flip wide tapes once every hour. Afterwards, return
the tape to its box, allowing it cool for the same amount of
time it was baked.
|
Tape
Width
|
Baking
Time
|
Comments
|
|
1/4"
|
1 to 4
hours
|
position near
top cover
|
|
1/2"
|
2 to 5
hours
|
position near
top cover
|
|
1"
|
3 to 6
hours
|
turn tape
over each hour
|
|
2"
|
4 to 8
hours
|
turn tape
over each hour
|
To confirm the process, I
sandwich a piece of cloth around the tape while rewinding.
Figure Three shows what happens when the tape
is not baked. A minimal amount of oxide shed is normal.
Excess shed will cause friction to build up within the
cloth. If so, re-bake.

Figure
Three: An unbaked tape leaves a trail
|
A
CLEAN MACHINE
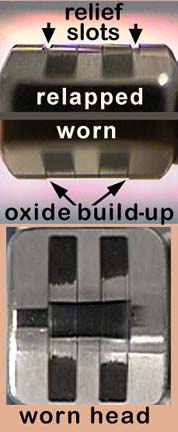
Worn heads will
aggravate the process of getting a good transfer.
Figure Four, left, features three closeup
views of a typical two-track head. Lighting
anomalies conveniently darkened the wear pattern of
the "worn head," which appears as a slightly curved
horizontal bar in the center of the bottom
image. From the side-views above, arrows
point to where oxide gets trapped in the grooves
worn by the tape. Use a toothpick or business card
to remove stubborn dirt from here.
<--
Figure Four shows three views of a two-track
quarter-inch head stack
Worn heads like
this one to the left should be re-lapped to improve
high-frequency response and reduce low-frequency
muddiness (head hump, as it's called.) To prevent a
future groove from trapping dirt and degrading
performance, relief slots can be cut into the
surface, as indicated by arrows in the top
view.
Contact
John
French, at JRF Magnetic
Sciences
(973-579-5773)
for further details on magnetic tape head
restoration and storage, and other related services
and products.
|
Eddie has a library of
tapes to restore from his days as Italian heavy-mental
crooner, "Fred Zeppole." He is currently restoring tapes
from 1976 to 1980.
©
1998 Eddie Ciletti
Note
from Wendy: Thanks to Eddie Ciletti, for permission to
reuse this article, somewhat edited and expanded, on our
site. This and other excellent studio information, clearly
and wittily presented, can be found on Eddie's fascinating
Tangible
Technology website
-- take a look!
|